水導(dǎo)激光技術(shù)應(yīng)用案例之鎳基高溫合金加工??
發(fā)布日期:2025-07-01 14:53 ????瀏覽量:
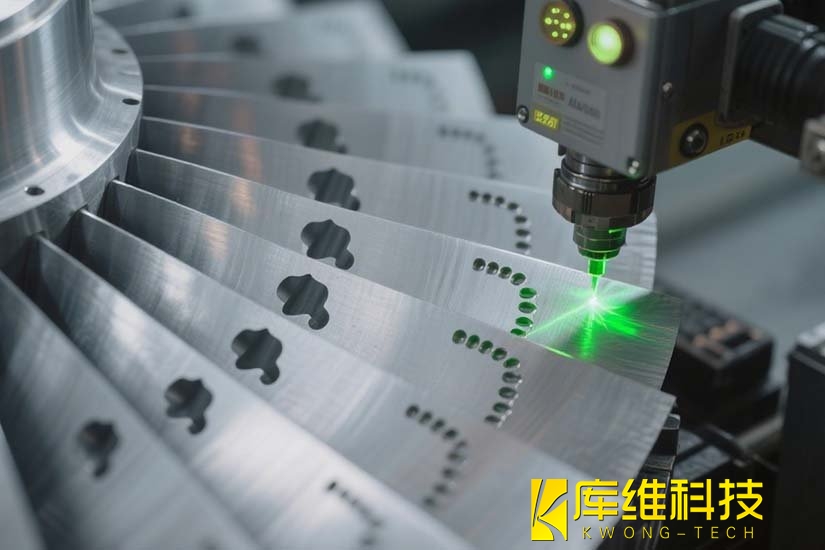
航空發(fā)動機渦輪葉片作為航空工業(yè)的“核心心臟”,其性能直接決定飛行器的推重比與可靠性��。隨著燃燒室溫度突破1800℃��,渦輪葉片需通過氣膜冷卻技術(shù)實現(xiàn)局部降溫�����,而氣膜孔的加工質(zhì)量直接影響冷卻效率與葉片壽命��。
一��、技術(shù)挑戰(zhàn)
傳統(tǒng)加工方法如電火花加工(EDM)和長脈沖激光存在顯著缺陷:
-
??熱損傷嚴(yán)重??:微裂紋����、重熔層厚度可達(dá)3-44μm�,導(dǎo)致葉片疲勞壽命下降;
-
??精度不足??:孔徑誤差普遍>±10μm��,表面粗糙度Ra>3.2μm����,影響冷卻氣流分布����;
-
??效率低下??:深徑比>10:1的斜孔加工需多次定位���,耗時長達(dá)數(shù)小時��。
在此背景下�����,??水導(dǎo)激光技術(shù)(WJGL)??憑借其“冷加工”特性與高精度優(yōu)勢,成為鎳基高溫合金氣膜孔加工的革新方案�����。
二��、水導(dǎo)激光技術(shù)原理與核心優(yōu)勢
1�����、技術(shù)原理
水導(dǎo)激光通過高壓水射流(15-200MPa)形成直徑30-100μm的層流水柱�,利用全內(nèi)反射原理將納秒激光(532nm/1064nm)約束于水束中傳輸����。水流兼具導(dǎo)光����、冷卻與碎屑沖刷功能,實現(xiàn)材料去除與熱控的協(xié)同優(yōu)化����。
2、核心優(yōu)勢
-
??低熱影響區(qū)??:水流沖刷使熱擴散距離<50μm�����,消除傳統(tǒng)激光加工的熱累積效應(yīng)�����;
-
??超高精度??:能量密度均勻分布����,孔徑誤差<±5μm,表面粗糙度Ra≤0.8μm����;
-
??高效加工??:加工速度達(dá)1mm/s����,效率較傳統(tǒng)工藝提升5-8倍��;
-
??復(fù)雜結(jié)構(gòu)適應(yīng)性??:支持45°斜孔���、微通道等異形孔加工����,深徑比>20:1�。
三、應(yīng)用案例:鎳基高溫合金氣膜孔加工
1��、材料特性與加工難點
以??DD6鎳基單晶高溫合金??為例(熔點1160℃�,屈服強度874MPa),其氣膜孔需滿足:
-
??尺寸要求??:直徑400μm�����,公差±5μm�;
-
??質(zhì)量標(biāo)準(zhǔn)??:Ra≤0.8μm����,無重熔層與微裂紋�;
-
??工藝挑戰(zhàn)??:高硬度(HV 400)�����、高熱導(dǎo)率(25W/m·K)導(dǎo)致的加工硬化與熱變形�。
2、水導(dǎo)激光加工方案
??設(shè)備配置??:
-
激光器:波長532nm�����,平均功率40W���,重復(fù)頻率10kHz�;
-
水射流:壓力15MPa���,噴嘴直徑60μm�����;
-
運動控制:五軸聯(lián)動��,定位精度±1μm�。
??工藝參數(shù)??:
-
掃描速度:1mm/s����;
-
脈沖寬度:50ns���;
-
水射流流速:180m/s。
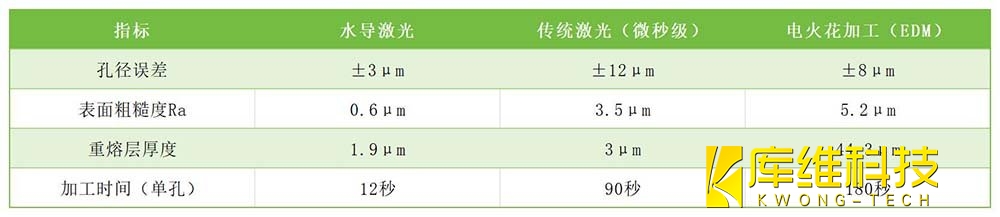
3���、加工效果對比
-
??熱損傷控制??:水射流實時冷卻使熱影響區(qū)深度<3μm��,較傳統(tǒng)工藝降低93%����;
-
??形貌優(yōu)化??:均勻能量分布實現(xiàn)錐度<0.1°的垂直孔壁��,避免熔融物堆積���;
-
??效率提升??:通過高功率納秒激光與水射流協(xié)同�,單孔加工時間縮短至傳統(tǒng)工藝的1/15�����。
水導(dǎo)激光技術(shù)突破了鎳基高溫合金氣膜孔加工的精度與效率瓶頸���,為航空發(fā)動機性能提升提供了關(guān)鍵支撐�。隨著技術(shù)迭代與成本優(yōu)化����,其將在航天、能源等領(lǐng)域的高端制造中發(fā)揮更重要作用��。
相關(guān)文章
水導(dǎo)激光加工技術(shù)在金剛石加工領(lǐng)域的應(yīng)用

玻璃纖維復(fù)合材料切割技術(shù)解析與應(yīng)用指南

水導(dǎo)激光加工技術(shù):水射流的形成與衰減機理
水導(dǎo)激光技術(shù)應(yīng)用案例之非晶合金加工

切割玻璃材料時為什么需要加水?—解析水在玻璃切割中的多重作用
水導(dǎo)激光技術(shù)應(yīng)用案例之Ni-Si合金加工
水導(dǎo)激光技術(shù)應(yīng)用案例之LTCC材料加工
水導(dǎo)激光加工技術(shù):激光與水射流的耦合分析

水導(dǎo)激光如何解決碳化硅加工難題?— 技術(shù)解析與案例實踐